What is an Aluminium Extrusion?
Extrusion is defined as the process of shaping material. In this case aluminium, by forcing it to flow through a shaped opening in a die. Extruded material emerges as an elongated piece with the same profile as the die opening. The extrusion process makes the most of aluminium’s durability, flexibility and light weight. Its malleability allows it to be easily machined and cast. Aluminium is one third the density and stiffness of steel so the resulting products offer strength and stability.
Why use Aluminium Extrusion?
The aluminium extrusion process provides almost unlimited opportunities to the product designer with the added benefit of low tooling costs and short lead times. Components can be designed to incorporate extra features that provide fixings, channels and interlocking systems that preclude the need for additional parts. These features can even be incorporated so that they enhance the structural strength of the assembly.
The use of extrusions in combination with novel fabrication techniques can be a low cost tooling solution. The prototype costs can be reduced during design and the manufacturing technology is easily transferred into full production.
It is not just in new product design where the benefits of aluminium extrusions can be appreciated. In existing products the substitution of other materials and processes with aluminium extrusions can result in cost saving through fewer components, reduced finishing, simplified assembly and improved supply chain logistics.
The Extrusion Process
There are two main methods of extrusion – direct and indirect. Direct extrusion is the most frequently used whereby the die head is held stationary and the aluminium billet is forced through the die using a moving ram. In indirect extrusion, the aluminium billet is held stationary and the ram moves the die to exert pressure in the stationary billet.
Direct extrusion is commonly used in the manufacture of solid rods, bars, and hollow tubes. The design of the die can be modified to produce a wide variety of solid and hollow profiles.
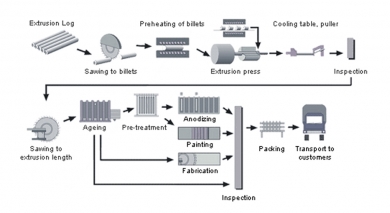
The material for making extrusions is the aluminium log. These are cast in lengths of up to 7 metres and available in a wide range of alloys and diameters. After casting they are further heat treated (homogenised) before being supplied to the customer.
The first operation is to cut the long extrusion log into suitable lengths for extrusion based on press capacity and the final extruded length which is typically 400mm to 1000mm. The cut log (or billet) is fed into the billet heater where it is heated to 400-500oC. The exact temperature will depend on the alloy shape, complexity and other process parameters.
Extrusion involves pressing a preheated ingot (450-500oC) under high pressure (1600-6500 tons depending on the size of the press) through a die the opening of which corresponds to the cross-section of the extrusion. In the traditional direct method of extrusion the die is stationary. The length may be as long as 50 metres and may consist of one strand or multiple strands of the same section.
The extrusion is cut and moved along the cooling table. When cooled it is moved to the stretcher which straightens the extrusion and performs ‘work hardening’ or molecular re-alignment which gives it increased hardness and improved strength.
Some of the benefits of using Aluminium Extrusion
In general and extrusions in particular, offer a number of benefits relative to alternative materials and processes including:-
Lightweight
Aluminium is about 1/3 the weight of iron, steel, copper or brass. Making extrusions easier to handle, less expensive to ship, and an attractive material for use in applications where weight reduction is a priority such as transportation and other applications involving moving parts.
Strong
Aluminium extrusions can be made as strong as needed. Due to the nature of the extrusion process, the strength can be concentrated where it is rquired by including varying wall thicknesses and internal reinforcement in the profile design. Cold-weather applications are particularly well served by extrusions, as it becomes stronger as temperatures fall.
High in strength-to-weight ratio
Aluminium extrusions unique combination of high strength and low weight makes them ideal for applications like aerospace and bridges where load carrying is a key performance.
Resilient
Aluminium combines strength with flexibility, and can flex under loads or spring back from the shock of impact, leading to the use of extruded components in automotive crash management systems.
Corrosion resistant
Aluminium extrusions offer excellent corrosion resistance. They do not rust, and the aluminium surface is protected by its own naturally occurring oxide file, a protection that can be enhanced by anodizing or other finishing processes.
Quick-to-market
Tooling is relatively inexpensive with generally short lead times, facilitating swift prototype development, testing, and product launch.
Easy to fabricate & assemble
Effective design can greatly simplify subsequent fabrication and assembly, and there are a wide variety of fabrication processes that are routinely employed in the production of extrusion-based components and assemblies.
Sustainable
Aluminium can be recycled with no degradation in properties. Aluminium extrusions are often produced with high recycled content without compromise to aesthetics or functionality.
Contact
If you would like further information on Aluminium Extrusion or any other topic relating to CNC milling of aluminium machined components please get in touch at sales@prestoeng.co.uk.
For more information about Presto Engineering please visit our website here and if you would like a quote or to discuss a project with us please call us on 01865 883508 or e mail Julian at sales@prestoeng.co.uk.